Motocykle zabytkowe, Vintage motorcycles, Oldtimer-Motorräder
Motocykle zabytkowe, Vintage motorcycles, Oldtimer-Motorräder






Możesz dostarczyć do nas swój wał osobiście, bądź przesłać go do nas dowolnie wybranym kurierem.

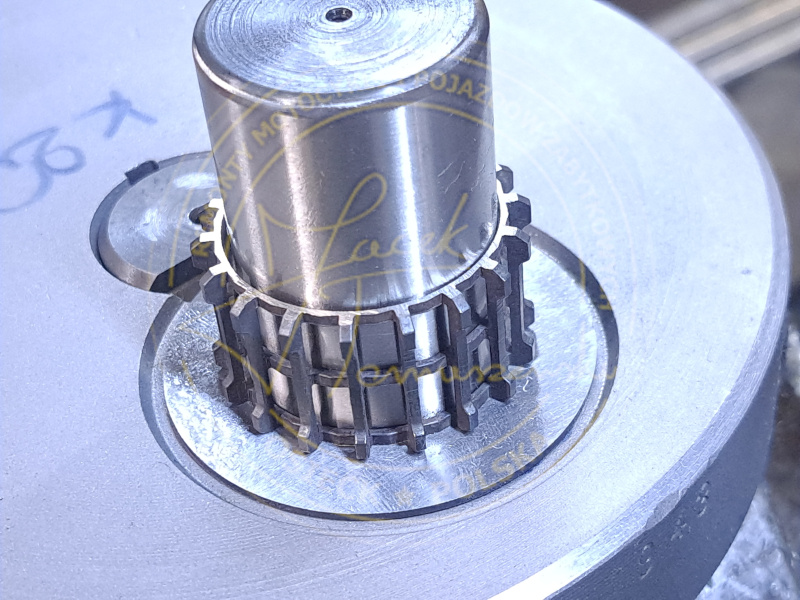
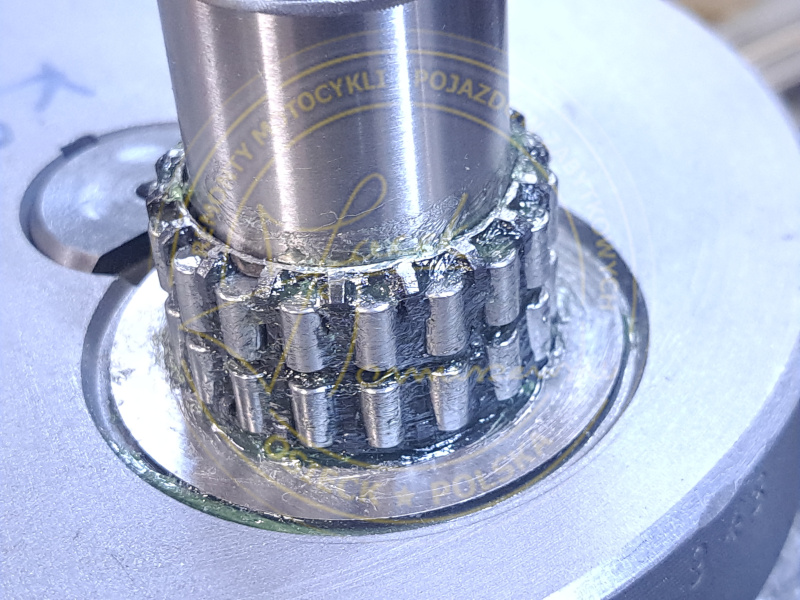
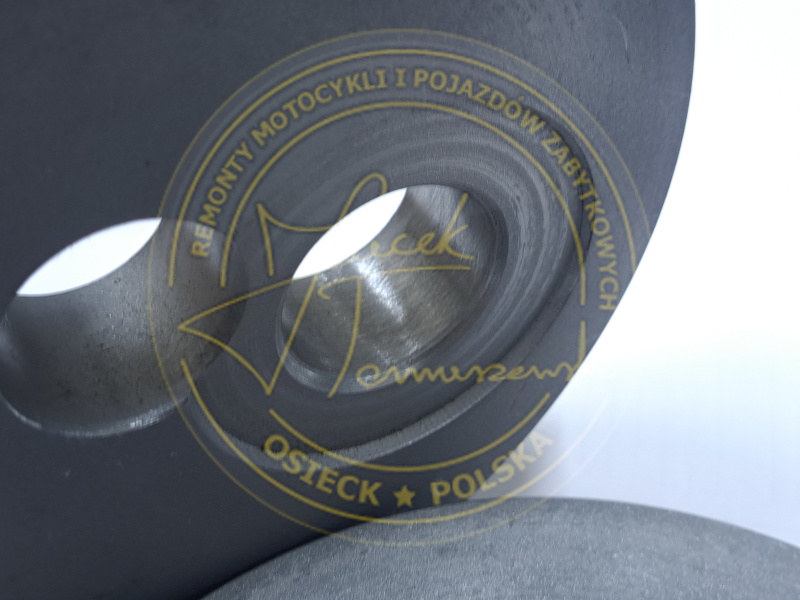
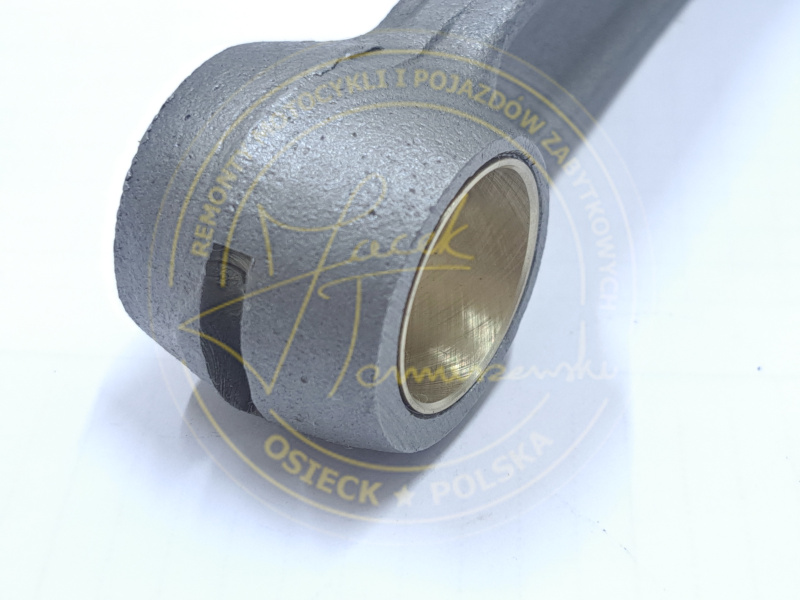
Wały po weryfikacji (nadające się do porównywalnej naprawy) wymieniamy na zregenerowane.

Nie przyjmujemy płatności z góry, ani żadnych zaliczek na wykonanie prac. Płatność po wykonaniu usługi lub wysyłka za pobraniem.
Możesz odebrać zregenerowany wał osobiście lub wyślemy go kurierem odpowiednio zabezpieczony w skrzynce transportowej.


Posiadamy głowicę po regeneracji do motocykla Junak M10, które możemy bardzo szybko skonfigurować wedle potrzeb klienta.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}