Motocykle zabytkowe, Vintage motorcycles, Oldtimer-Motorräder
Motocykle zabytkowe, Vintage motorcycles, Oldtimer-Motorräder




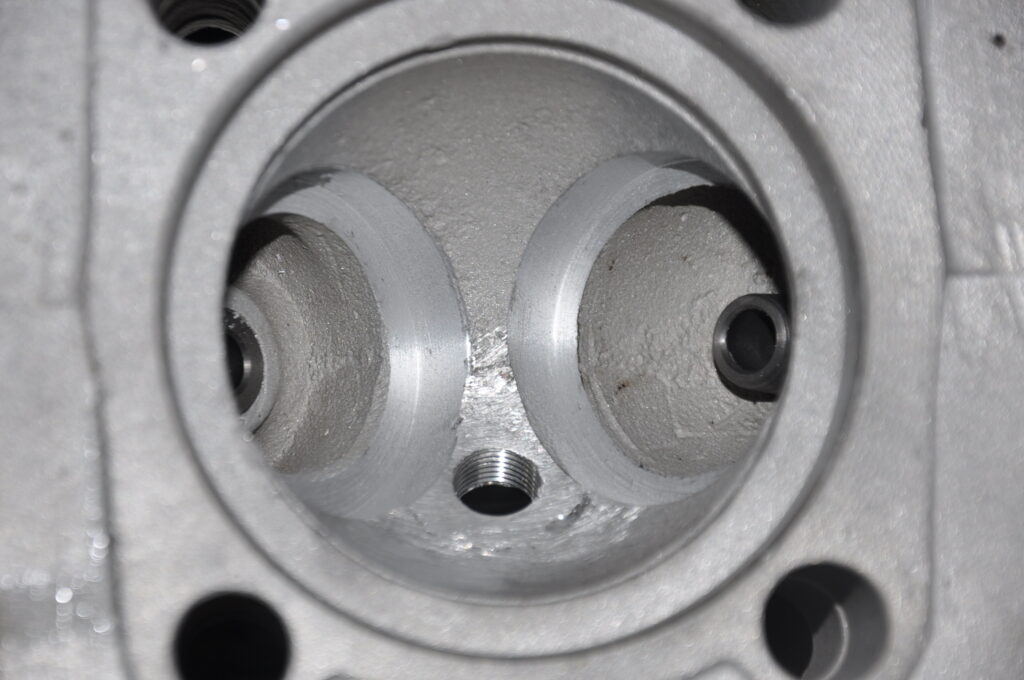









Czym różnią się te głowice od pozostałych, przeczytaj artykuł dotyczący tego tematu.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}