Szlifowanie cylindrów
Wielu użytkowników motocykli zabytkowych, miało już przyjemność zetknąć się z tym pojęciem. Czasem biernie czasem czynnie rozważając temat naprawy układu tłok cylinder. W silnikach spalinowych nie da się uniknąć bądź pominąć tego terminu, a co za tym idzie trzeba stawić mu czoła i o tym chce opowiedzieć w tej części mojej strony...
W silniku fabrycznie składanym zawsze jest i był montowany tłok o tak zwanym wymiarze nominalnym a co za tym idzie również cylinder utrzymywał takowy wymiar.
Jednak w czasie eksploatacji uwzględnione jest zużywanie się podzespołów, to jest tłoka z pierścieniami oraz cylindra. To też ktoś mądry i przewidujący usiadł i przeliczył iż o wiele taniej jest wymienić sam tłok z pierścieniami niż wymieniać cały układ tłok pierścienie cylinder. Idąc tym torem postanowił o wyprodukowaniu tłoków tak zwanych nad wymiarowych, czyli tłoków większych o pewien wymiar od kompletu nominalnego. Co jednak zrobić z cylindrem mając większy tłok który absolutnie nie daje się zamontować w żaden sposób? Tu sprawa nie jest już taka prosta i oczywista, a mianowicie należy poddać cylinder obróbce mechanicznej skrawania, oraz szlifowania.
Ten temat również spędzał mi sen z powiek, wożenie cylindra do warsztatu, gdzieś w świecie uciążliwa droga korki oraz inne aspekty za tym idące, zwłaszcza wysoka niefachowość niektórych warsztatów wykonujących tą obróbkę.
Zapewne, wielu zaraz się oburzy, ale niestety tak jest. Woziłem w warszawie do wielu fachowców a może pseudo fachowców cylindry do szlifu. Nie będę wymieniał z nazwiska jednak mam bardzo niemiłe doświadczenia w tej kwestii. Większość zakładów nastawiona jest na traktory, bloki samochodowe i temu podobna działalność. Cylindry motocyklowe traktują jak kukułcze jajo, a ich właścicieli jak dziwaków od motocykli. Myślę, że nie tylko ja się tak poczułem w podobnej sytuacji, jest nas wielu.

Postanowiłem i w ten temat się zagłębić a do jakich wniosków doszedłem tutaj opisać.
Tak więc montuję tłok nówka sztuka, zakładam pierścienie oraz cylinder uruchamiam silnik i tu kończy się moja radość z nowych świetnie spasowanych części. Do czego zmierzam, okazuje się że po przejechaniu kilku kilometrów czasem kilku set metrów tłok zaczyna zacierać się w cylindrze, potocznie mówiąc zaczyna go przyłapywać. Silnik pracuje nie prawidłowo, dwusuwowy dziwnie dzwoni po szlifie nawet na wolnych obrotach. Czterosuwowy nadmiernie dymi, nieszczelność gładzi myślę ułoży się jakoś ale co dalej.
Trzeba jeździć ale co gorsza ciężko uruchomić silnik, brak ciśnienia oraz zarzucanie świecy zapłonowej nie przepalonym olejem, uniemożliwiają właściwie prawidłową eksploatację oraz pracę silnika.
Wiec zacząłem od ponownego demontażu, i co widzimy? Rysy na płaszczu będące ewidentnym dowodem zacierania się naszego nowego tłoka.

Wiec dokonujemy pomiarów, tłok jak wiadomo nie jest walcem o równych wymiarach. Dlatego ważna jest umiejętność prawidłowego przeprowadzenia tej czynności.
Tłok styka się tylko pewną częścią z cylindrem a mianowicie płaszczem w polu zaznaczonym na rysunku.
Po za tym obszarem tłok ma znacznie mniejszy wymiar. Tak wiec mierząc go w podanym miejscu otrzymujemy najwyższy wymiar od którego należy rozpocząć wymiarowanie cylindra poddawanego weryfikacji.
Od właśnie tego pomiaru zależy wszystko, jeżeli wykonujemy szlif z dokładnością do 0,01mm zważmy jak dokładne muszą być urządzenia pomiarowe, oraz sam sposób dokonywania pomiaru.
Najbardziej absurdalna rzeczą jaką zdarzyło mi się widzieć, w czasie dokonywania pomiarów przez �fachowca� w tej dziedzinie, był pomiar suwmiarką. Co gorsza dość wątpliwej jakości i skali dokładności 0,05mm, a następnie ustawianie w niej średnicówki. Ci którzy mieli do czynienia choćby na studiach z urządzeniami pomiarowymi na metrologii, już się pewnie uśmiechają z podanego sposobu. Niewtajemniczonym, radzę unikać zakładów gdzie tak fachowo wykonywane są te czynności ;-) - Praktycznie jest niemożliwe dokonanie w ten sposób dokładnych pomiarów tłoka. Jest to loteria, na tyle dobrze będziemy mieli zrobione, na ile uda się ustawić średnicówkę i zmierzyć tłok.
Prawidłowego pomiaru można dokonać za pomocą urządzenia, po pierwsze mierzącego z dokładnością, która nas interesuje czyli do 0,01mm a więc za pomocą mikrometru. Mało tego mikrometru zamocowanego w podstawie, aby była możliwość prawidłowego wykonania pomiarów a co za tym idzie sprawdzenia owalizacji tłoka.
Tłok powinien mieć właściwa owalizację, to znaczy zachowywać określony kształt i tu napotykamy kolejny problem, bo nie zawsze tak jest. Wymiary rzeczywiste, różnią się od przewidzianych przez konstruktorów. Dzieje się tak z przeróżnych powodów. Można to zaobserwować doskonale na tłokach produkcji CCCP, gdzie po pierwsze wybity wymiar na denku nie ma nic wspólnego z wymiarem rzeczywistym, a jego kształt w 8 na 10 przypadków nie spełnia założeń konstruktorów. To też albo pozostaje nam kupowanie tłoków z mikrometrem w ręku co polecam osobiście. Zajmie to nam troszkę więcej czasu ale będziemy pewni co mamy i na czym będziemy jeździć. Druga metoda to zdać się na kogoś kto ma o tym pojęcie i będzie w stanie nadać odpowiedni kształt tłoka oraz przeszlifować tuleję w odpowiedni sposób.
Kiedy mamy już pewność co do pomiarów oraz owalizacji, rozpoczynamy pomiary cylindra i co się okazuje??? Cylinder wyrobił się nieregularnie z rozbieżnością do kilku nawet dziesiątych milimetra. I nasz tłok na pierwszy szlif jest o wiele za mały aby prawidłowo wyrównując cylinder można było zachować wymiary pasowania. Tak więc dobieramy taki tłok, który ma na tyle większy wymiar, aby po wytoczeniu cylindra nastąpiło całkowite wyrównanie jego ścianek. Nie można wyrównać tulei cylindra, poprzez proces samego honowania, który jest obróbką wykańczającą. Gdyż ścinali byśmy nierówności wypukłe a wklęsłe pozostały by praktycznie nie wykrywalne gdyż osełki dopasowały by się do nieprawidłowego kształtu cylindra. W efekcie dając taki obraz tłoka po ok. 87 kilometrach.

Niektórzy popatrzą i od razu powiedzą, złe smarowanie! Jednak jest to nie prawda. Tłok zatarł się z powodu nierówności występujących w cylindrze. Jednak wiele warsztatów stosuje tą metodę gdyż jest ona bardzo szybka a robiąc większy luz, teoretycznie ma to się od razu nie zatrzeć, a po kilku set kilometrach kto będzie miał pretensje do szlifierza, szukając stu innych przyczyn nieprawidłowej pracy silnika. W nierówno wyrobionym cylindrze osełki wycinają się na nierównościach i każdy kolejny cylinder będą szlifowały nierówno, powielając błąd.
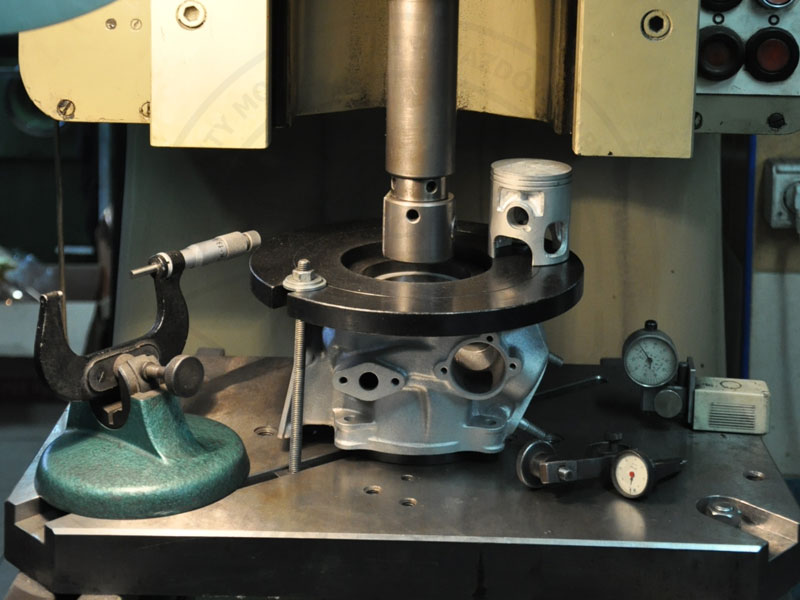
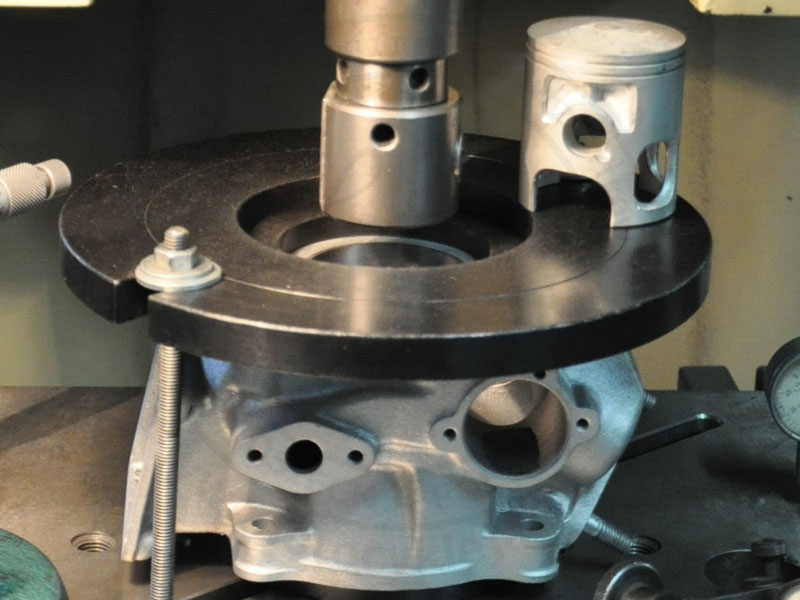
Aby wyrównać cylinder należy go ustawić w osi otworu z dokładnością do 0,01mm i wytoczyć wyrównując nierówności, do wymiaru zerowego tłoka a następnie nadać poprzez honowanie struktury przecinających się cyfr 8. Co umożliwi ułożenie się cylindra oraz pierścieni. Samo roztoczenie mimo iż jest równe nie może być ostateczna obróbką, ponieważ ma kształt gwintu o bardzo drobnym skoku. W dużym powiększeniu pierścienie skakały by po drabinie, i nigdy silnik nie pracował by prawidłowo i zawsze ciągnął olej, oraz nie utrzymywał by ciśnienia. Cylinder wytacza się na wytaczarkach do cylindrów. Wykonujemy tą operację na maszynie WMW BKF 240/500.
Mając dokładnie zmierzony tłok oraz ustalona tolerancję luzu, który zamierzamy naddać w czasie obróbki tulei względem tłoka, rozpoczynamy proces. Pamiętając jednocześnie o tym, że cylinder który ustawiamy na wytaczarce do cylindrów musi mieć dokładnie wyczyszczone powierzchnie bazowe. Po odpowiednim zamocowaniu, oraz ustawieniu cylindra w osi otworu, rozpoczynamy roztaczanie. Co w pierwszym przejściu ukazuje nam wszelkie nierówności, następnie przybieramy kolejna wartość na nożyku np. 0,1 mm po następnym przejściu wytaczadła, ukazuje nam się zabielona powierzchnia równomiernie. Ponowny pomiar, ustawienie nożyka do wymiaru zerowego tłoka i przejście. Po tak wytoczonym cylindrze mamy sto procent pewności, iż jest on prosty i dokładnie okrągły. Następnie ustawiamy uchwyt na honownicy i szlifujemy cylinder do wymaganego wymiaru. Np. � 0,07mm.
Naprawdę ogromną rolę odgrywa sam cylinder i jego spasowanie z tłokiem w czasie pracy silnika. Ważne jest wiele rzeczy jednak bez tego ustawianie gaźnika zapłonu, zaworów dobór mieszanki, będzie naprawdę niewystarczające, a wynikające z tego tytułu problemy naprawdę uciążliwe i denerwujące.
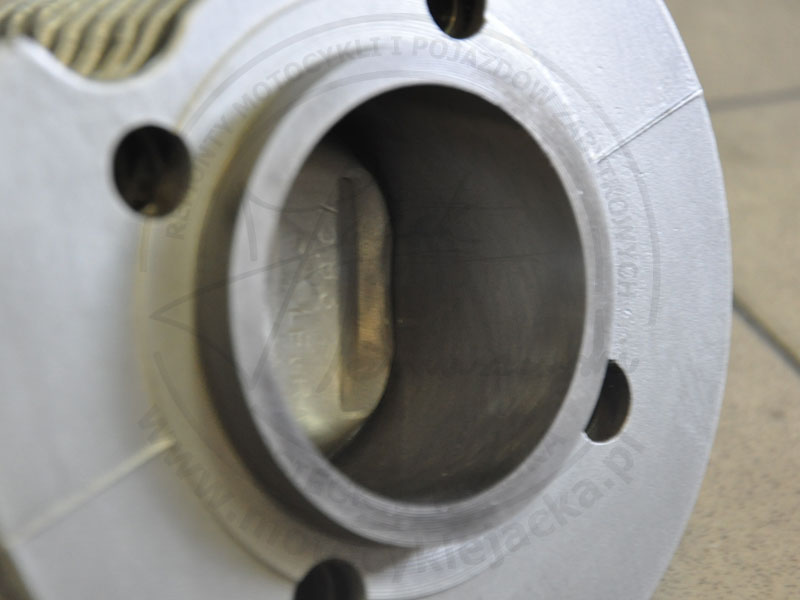
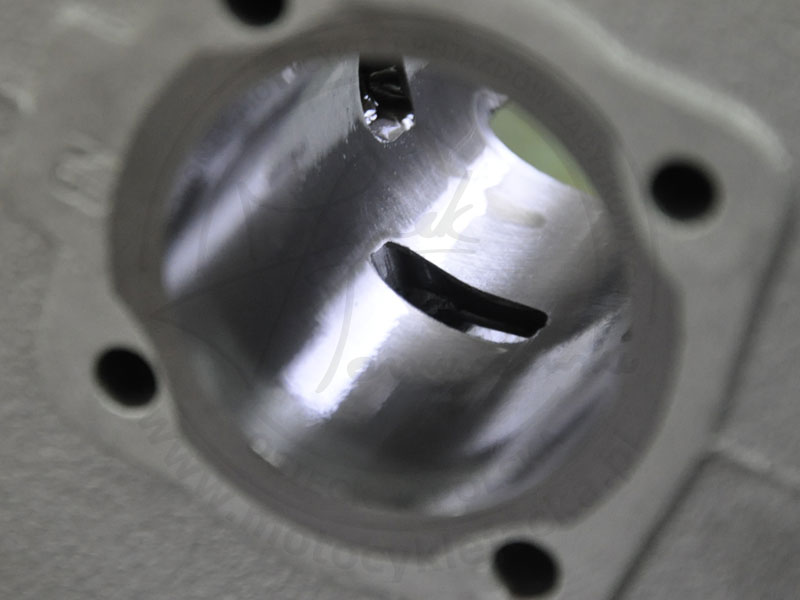
Wykonujemy również, tulejowanie cylindrów nie nadający się już do wykonania kolejnych wymiarów naprawczych.
Tuleje dorabiamy indywidualnie do poszczególnych cylindrów niezależnie od wymiarów.
Tuleje w cylindrach żeliwnych, słabo oddających ciepło wstawiamy na miedź, w celu skasowania mostków termicznych w połączeniu tuleja cylinder. Oraz zabezpieczenia układu przed korozją, która z czasem potrafi wypchnąć tuleje powodując jej deformacje, a w dalszym ciągu przycieranie się w tych punktach układu tłok tuleja.
Następnie cylinder wytaczamy na wytaczarce do cylindrów i honujemy. Po tych operacjach cylinder wraca do rozmiaru nominalnego. I może służyć przez następne lata. Zdjęcia przedstawiają cylinder naprawiony do motocykla Junak M 07. Oraz SOKÓŁ 1000.
W przypadku ubytków w żebrach w większości przypadków, jesteśmy wstanie wykonać naprawę tak aby nie było widać uszkodzeń. Przedstawiają to przykładowe zdjęcia.
Zdjęcia niektórych naszych prac :