


Regeneracja głowic |
Regeneracja wałów |
Szlif cylindrów |
Anodowanie tłoków |
KOŁA ZĘBATE |
ELEKTRYKA
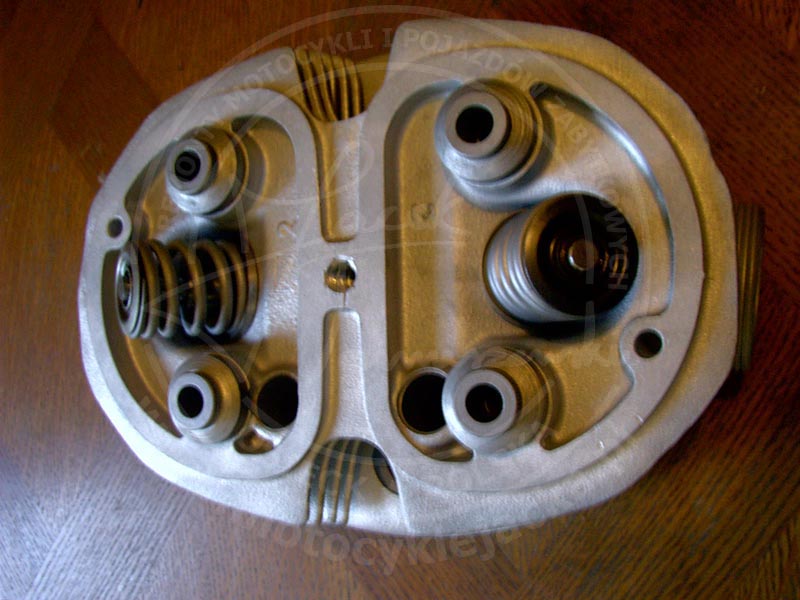
Najczęściej stosowanym materiałem na odlew głowic w motocyklach są stopy duraluminium, lekkie dobrze odprowadzające ciepło jednak o dużej rozszerzalności temperaturowej struktury odlewu. Zawory, które mają szczelnie domykać oraz otwierać kanały ssania oraz wydechu, współpracować muszą z zupełnie innym materiałem, mianowicie z gniazdem zaworowym. Które wytrzyma wysoką temperaturę występującą w komorze spalania, nie odkształcając się jednocześnie od ciągłej współpracy przylgni zaworowej z powierzchnią styku gniazda. Dawniej na gniazda stosowano brąz BA 1054, który był stosowany w większości silników chłodzonych powietrzem, z uwagi na niwelowanie różnic rozszerzalności odlewu aluminiowego z gniazdem. Brąz nadawał się idealnie do tego celu i współpracował z ówczesnymi materiałami eksploatacyjnymi, paliwem oraz olejami stosowanymi do pracy silnika. Dodatkowo gniazda czy prowadnice z tego materiału były bardzo łatwe w obróbce nie wymagały aż tak dokładnego pasowania wcisku a ich frezowanie można było wykonać w średnio wyposażonym warsztacie domowym. Jednak w pewnym momencie wyszły z użycia pewne rodzaje niskooktanowych paliw ołowiowych i brąz stosowany w głowicach na gniazda oraz prowadnice zaczął dawać znaki sporego zużycia. Znacznego zapadania się a co za tym idzie nieszczelności i wypalania zaworów. Wtedy zaczęto stosować materiał zupełnie inny, o dużo wyższej odporności na owe czynniki a mianowicie żeliwo sferoidalne.
Jednak wielu fachowców o tym zapominało gniazda zapadały się frezowano je ponownie. Po założeniu głowicy, prosty użytkownik motocykla stwierdza iż zawór jest wyżej niż był i zmniejszyła się regulacja luzu zaworowego. Do fachowca kawał drogi a tu już prawie wszystko gotowe, więc co robi pomysłowy użytkownik we własnym zakresie??? Oczywiście skraca laskę popychaczy zaworowych bądź szlifuje kamienie dźwigienek popychaczy. W przypadku silnika Junaka ma troszkę więcej pracy, gdyż musi jeszcze podszlifować kamień wystający z dźwigienki wydechowej. Po zamontowaniu dekielka ciągle podpiera użytkownikowi dźwignię odprężnika uniemożliwiając prawidłową pracę zaworu wydechowego. Na pewien czas to rozwiązanie zdaje egzamin, do momentu gdy głowica oraz cały szereg wyżej wymienionych podzespołów, po prostu odmawia współpracy. Silnik traci kompresje, ciężko go ustawić na wolnych obrotach. To też użytkownik postanawia zregenerować głowicę wraz z cylindrem i co się okazuje??? Po prawidłowej regeneracji, gniazda są znów właściwej wysokości zawory są nowe zgodne są również wymiarami co do wysokości z nominałem. Nowy tłok z wyszlifowanym cylindrem zapewnia właściwy stopień sprężania. W pierwszej chwili nasz użytkownik jest zachwycony, staje na kopniaku myśli sobie teraz to będę śmigał. Jednak jego radość krótkotrwałą, gasi pewien fakt. Mianowicie okazuje się iż nie może wyregulować właściwie luzu zaworowego, ba nawet w skrajnych przypadkach nie może w ogóle go skasować. Częściowa regeneracja sprawia iż część podzespołów wraca do stanu nominalnego, pozostałe zaś zostają tam gdzie były, w stanie znacznego zużycia. Wyjścia z sytuacji są dwa:
Pierwszy sposób. użytkownik przedłuża laski popychaczy kasując w ten sposób zbyt duże luzy zaworowe. Do pewnego momentu zużyć jest to do wytrzymania, jednak trzeba pamiętać iż zmniejszone wysokości garbów krzywek rozrządu, otwierają zupełnie inne czasy zaworowe napełniania i opróżniania komory spalania. W skrajnych przypadkach zużyć, czasy zaworowe zaczynają się zazębiać na siebie długi czas napełniania zachodzi na czas wydechu i mogą wystąpić następujące objawy.
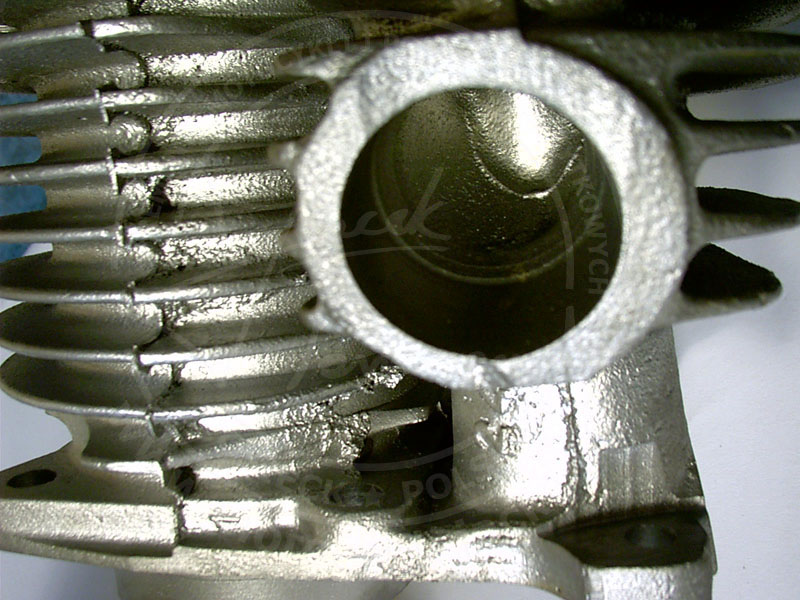
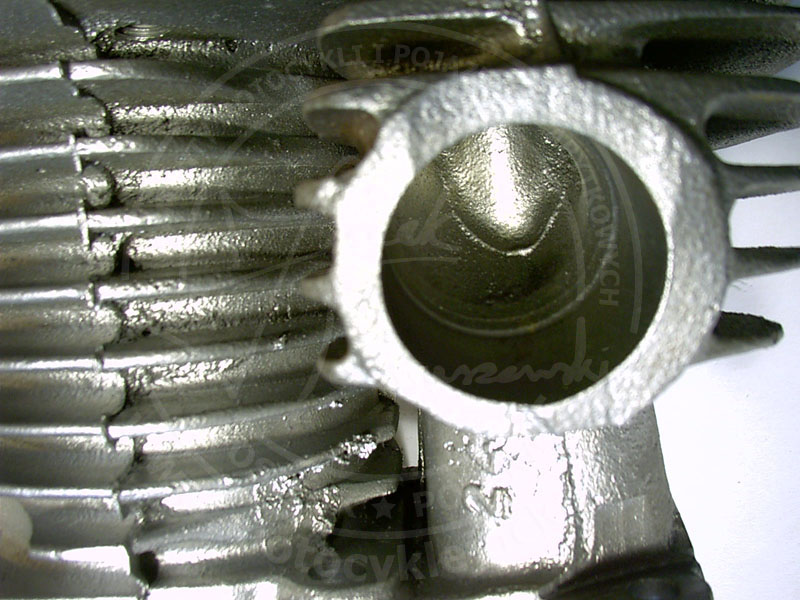
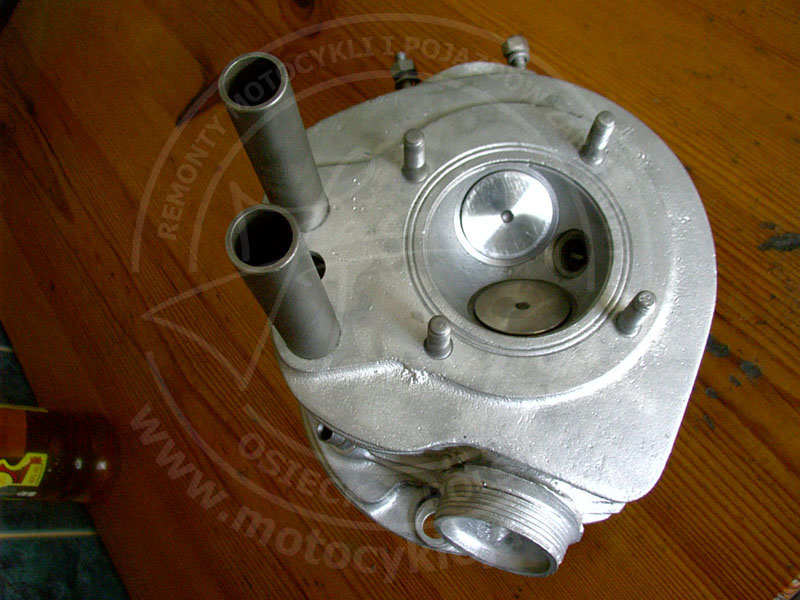
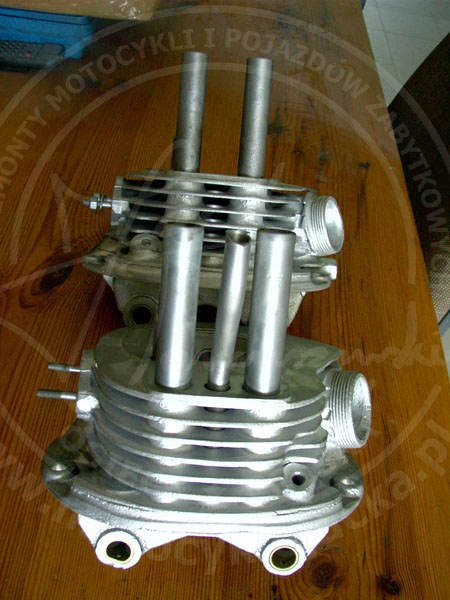
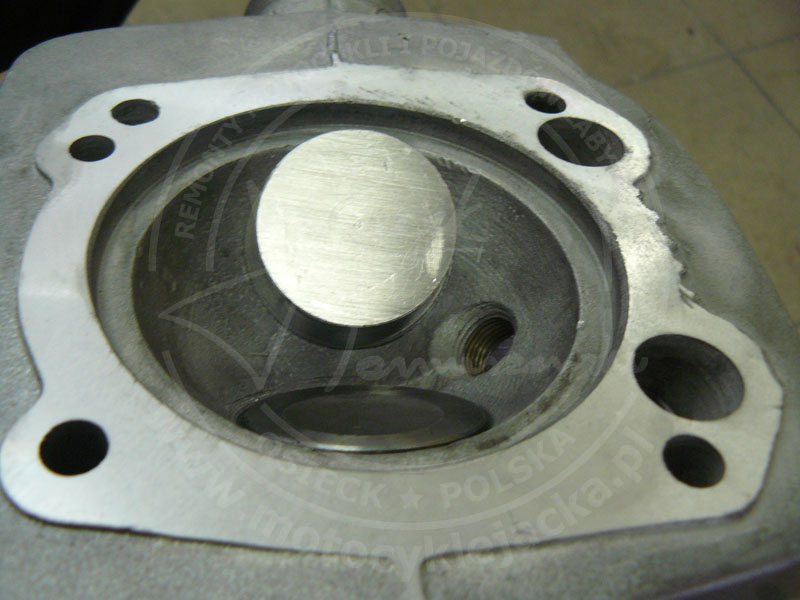
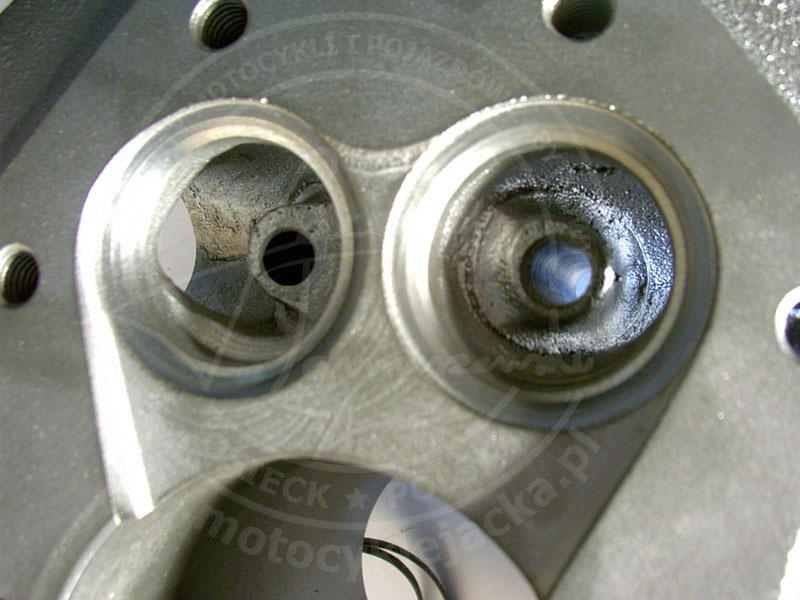
Sama naprawa głowicy jest dość skomplikowana i wymaga sporego zaplecza warsztatowego. Przede wszystkim prawidłową regenerację należy zacząć od oczyszczenia kanałów, zwłaszcza wydechowego z często bardzo dużych ilości nagaru, powstałego przez lata z niedopalonego oleju oraz mieszanki. Można to zrobić na kilka sposobów. Pierwszy najbardziej pracochłonna metoda domowa, czyli czyszczenie często dość skomplikowanego kształtu kanału o utrudnionym dostępie, wszystkim co mamy pod ręką. Druga, którą stosuję ja, to oczyszczanie kulką ceramiczną metodą strumieniowo ścierną. Efekty widać na powyższych zdjęciach.
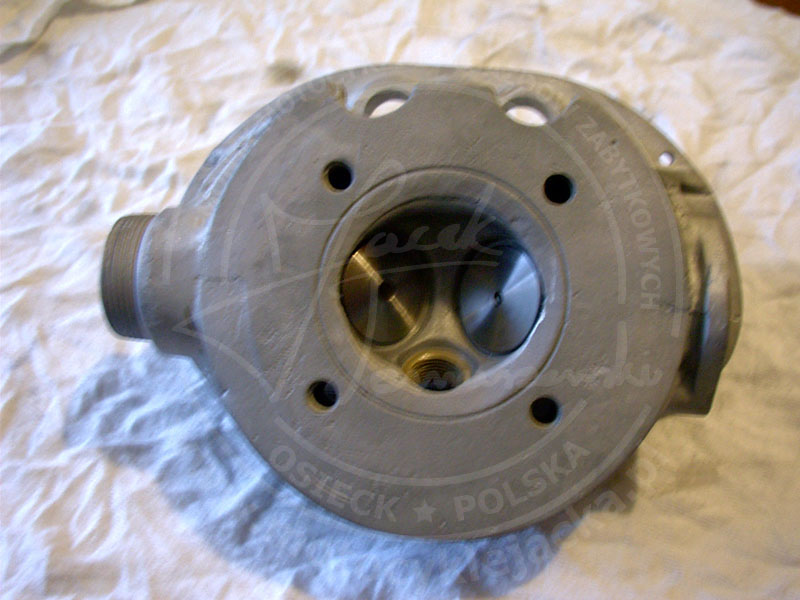
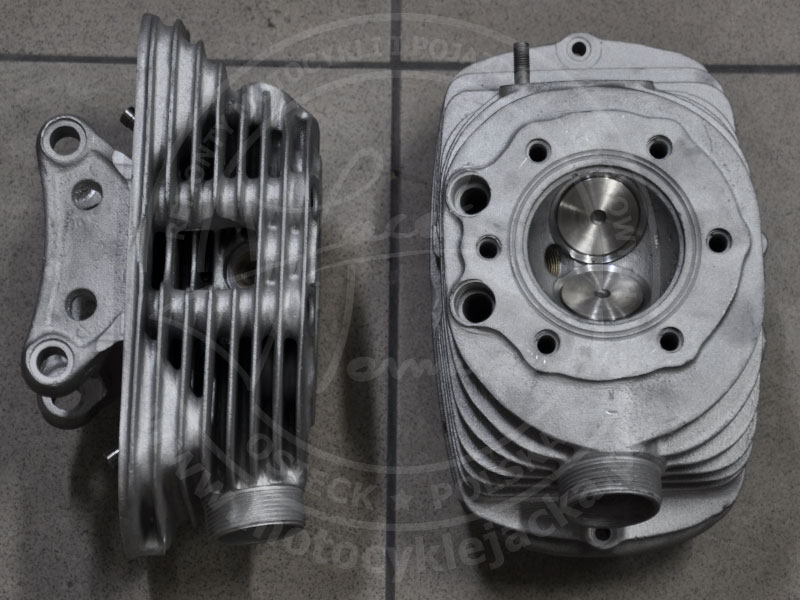
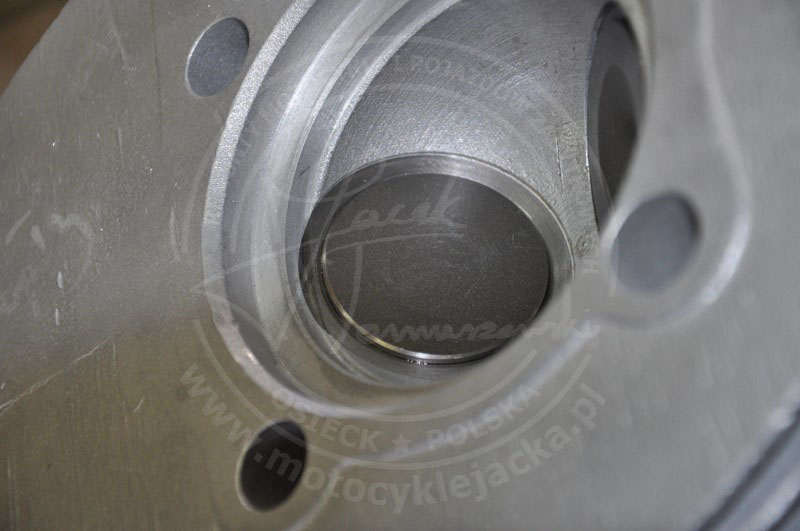
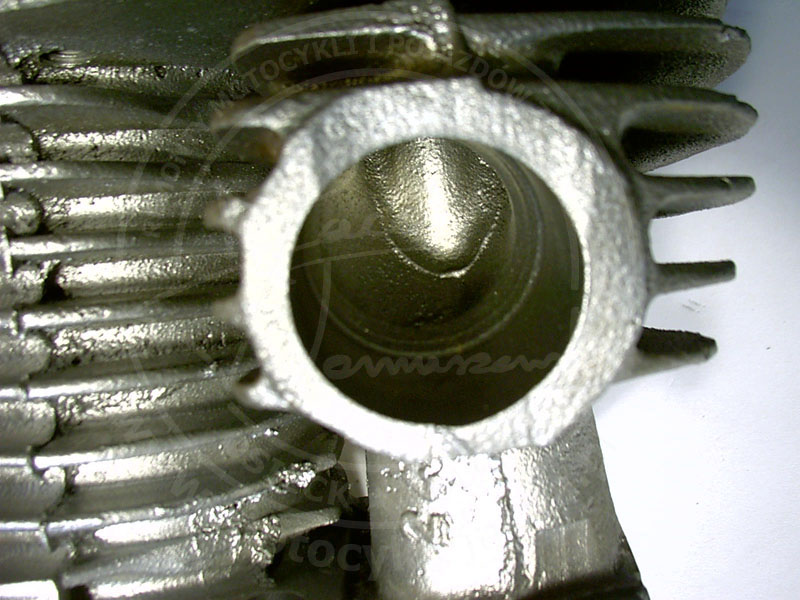
Kolejnym etapem prac jest wyciśnięcie starych prowadnic oraz usunięcie starego gniazda lub jego pozostałości i tu również metod jest wiele. Gniazdo można wydłubywać podgrzewając głowice i kombinując wszelkimi dostępnymi dłubakami, tudzież innymi narzędziami oczywiście często przy użyciu młotka, a co za tym idzie to już pozostawiam wyobraźni czytającego. Owa metoda jest naprawdę bardzo nieprofesjonalną, otwór po usunięciu gniazda często jest w opłakanym stanie po samej operacji usuwania materiału starego gniazda. Nawet jak nie jest, to poprzez lata pracy oraz w wyniku zmian występujących w rozszerzalności materiału na pewno nie jest okrągły. Po wciśnięciu nowej prowadnicy minimalnie zmienia się też kąt położenia i prawidłowe obsadzenie w takim otworze gniazda z żeliwa jest niemożliwe. Gniazdo z tego materiału przy wbijaniu albo pęknie przy zbyt dużym wymiarze pasowania w jajowaty otwór, lub wypadnie w czasie pracy przy zbyt małym wymiarze wcisku. Trzecia ewentualność przedmuchy pod gniazdem do kanałów przez nierówności. Gniazdo z brązu lub mosiądzu można metodą chybił trafił obsadzić w ten sposób, gdyż te materiały są sporo elastyczniejsze od żeliwa i częściowo dopasują się do otworu. Jednak należy pamiętać iż jest to metoda półśrodków, metoda mechanika domownika. Prawidłowy sposób gniazda z żeliwa jest następujący. Po wciśnięciu prowadnicy, w jej otwór wstawiany jest stały tak zwany pilot, który ustala położenie pracy przyszłego zaworu. Na owym pilocie montowana jest główka wytaczająca z nożykiem o kącie dziewięćdziesiąt stopni, natomiast głowica zamontowana jest na wytaczarce. Główka napędzana przez maszynę wytacza stare gniazdo w osi prowadnicy z zachowaniem kątów położenia przyszłego gniazda. Na poniższych zdjęciach widać głowice po wytoczeniu starych gniazd.



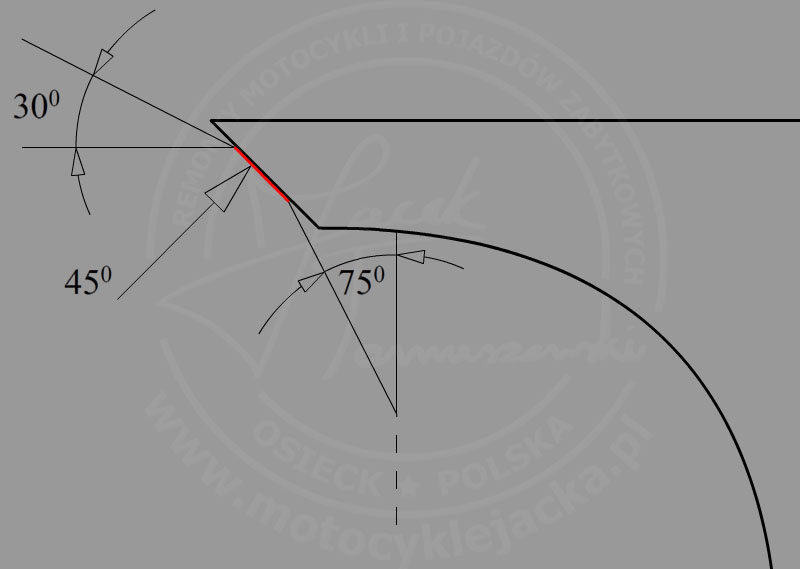
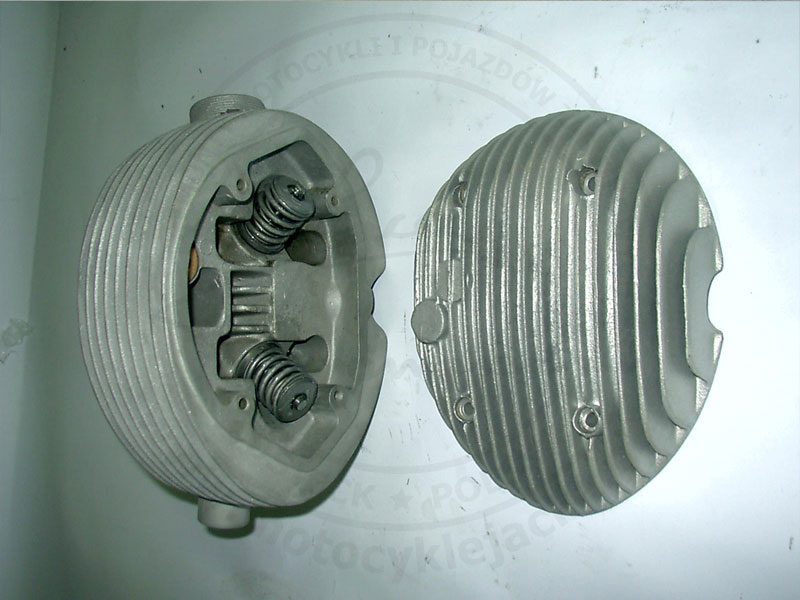
Przygotowany w ten sposób otwór zachowuje parametry, jest okrągły i ma właściwe położenie kątowe do osi nowej prowadnicy zaworowej, co umożliwia właściwe pasowanie nowo dotoczonego gniazda. Następnie głowicę podgrzewa się aby materiał rozszerzył się i nabicie nowe gniazda zajmuje już chwile. Krążek żeliwa dolega właściwie do otworu jednak nie ma jeszcze kątów przylgni z zaworem. Aby nadać właściwe kąty pilot, którego używaliśmy do wytaczania ląduje ponownie w prowadnicy, główka wytaczająca ma tym razem płytkę o trzech kątach. Kąt 45 stopni to kąt przylgni zaworu tak zwana powierzchnia robocza, uszczelniająca. Kat 30 stopni to podcięcie ochronne, w sytuacji zużywania się gniazda, daje ono pewność iż zawór nie zostanie podparty na rancie. Kąt 75 stopni spełnia podobną rolę, tyle że od wewnętrznej strony zaworu.
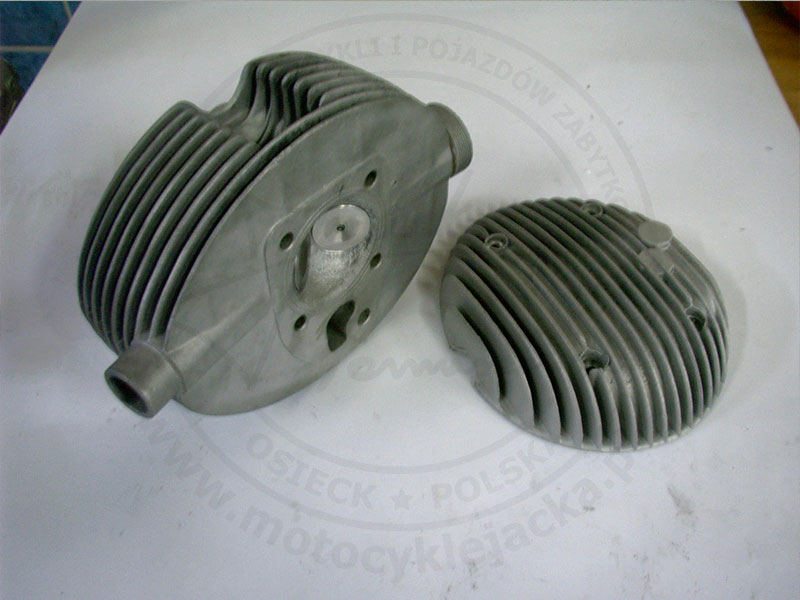
Po dokładnym umyciu tak zregenerowaną głowicę, można montować i cieszyć się niezawodnością w długotrwałej eksploatacji, bez dolewania dodatków do benzyn bezołowiowych lub innych uszlachetniaczy.
Zdjęcia niektórych naszych prac :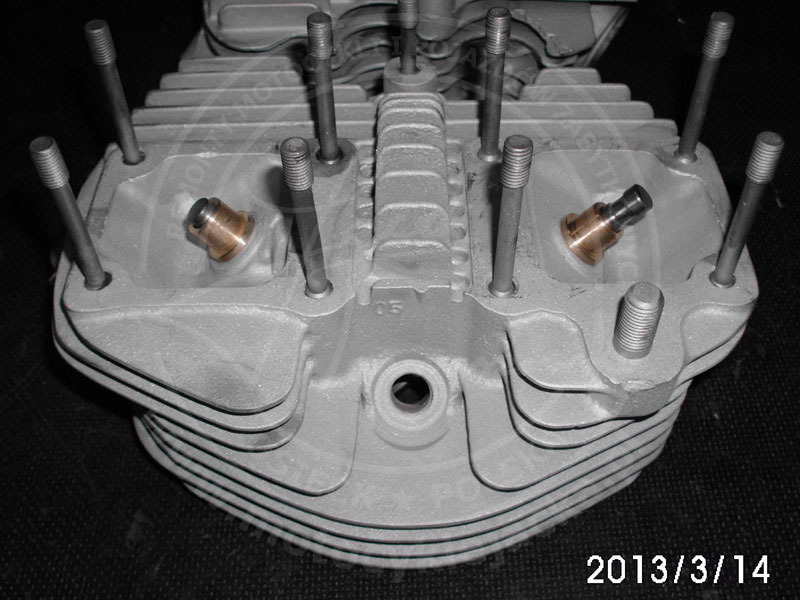
































































| | Szlif cylindra | | Regeneracja głowic | | Anodowanie tłoków | |||
| | Części motocyklowe | | Układy wydechowe | | Instalacje elektryczne | |||
| | Polerowanie | | Szkiełkowanie | | Chromowanie | |||
| | Motocykle polskie | | Motocykle czechosłowackie | | Motocykle radzieckie |