


Regeneracja głowic |
Regeneracja wałów |
Szlif cylindrów |
Anodowanie tłoków |
KOŁA ZĘBATE |
ELEKTRYKA
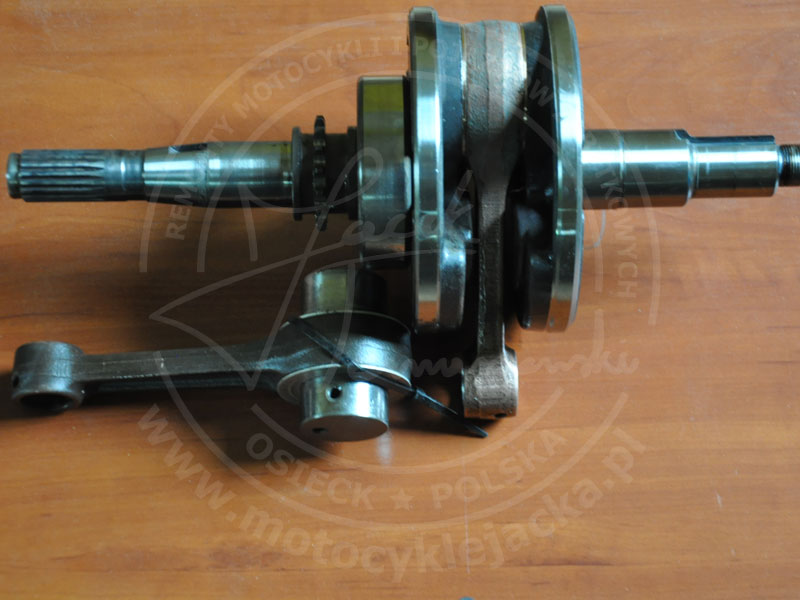
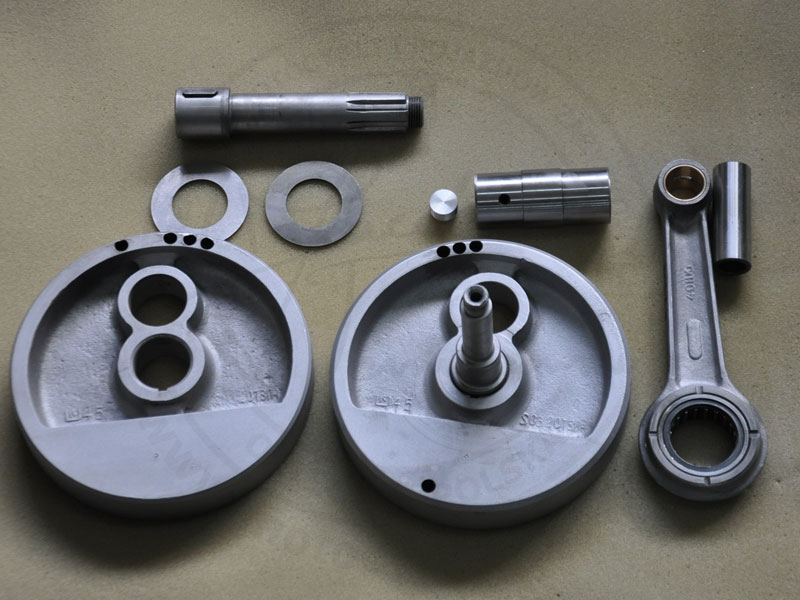
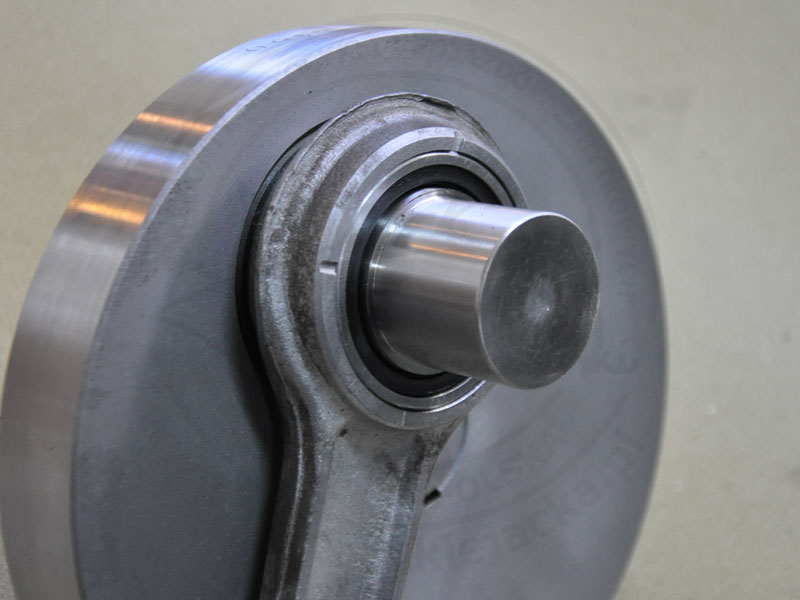
Na wstępie wał jest rozbierany, w celu weryfikacji pomiarów, oraz dokładnego wyczyszczenia poszczególnych elementów. Wał poddany tym procesom jest w dalszej kolejności mierzony i przygotowywany do kolejnych operacji.




Wykonujemy nowe czopy wałów, czopy stopy korbowodu, bieżnie oraz inne elementy wałów, konieczne do wykonania prawidłowej regeneracji. Dysponując odpowiednim parkiem maszyn, wykonujemy do każdego wału indywidualnie poszczególne elementy, gdyż każdy wał wykazuje różny stopień zużycia, nosząc również ślady oraz skutki przeróżnych napraw przeprowadzanych w różnym stopniu z użyciem przeróżnych narzędzi przez szereg lat użytkowania.
Podchodząc z bardzo dużą dozą ostrożności, do sprzedawców stali oraz usług hartowni, każdy element przed montażem mierzymy w celu potwierdzenia właściwych parametrów twardości.

Wielokrotnie, kupując stal na różnych składach nawet z oświadczeniem pisemnym sprzedawcy, co do gatunku oraz oznaczeń. Zdarzało się iż wykonane elementy w żaden sposób poddawane obróbce cieplno chemicznej nie uzyskiwały żądanych parametrów. Przyczyny takiego stanu rzeczy były dwie:
Pierwsza - na składzie stali zamieniono materiały i sprzedano stal ST3 zamiast np. 18 HNM.
Druga - na hartowni, dorzucano detale do innych w celu oszczędności nie wykonując tym samym obróbki zgodnie ze sztuką.
Istnieje oczywiście możliwość, że jedna i druga sytuacja miała miejsce.
Ponieważ, wszystkie obróbki mogą być wykonane bezbłędnie, a i tak w efekcie końcowym nic po tym wszystkim, gdy element nie ma właściwej twardości. W związku z tym stanem rzeczy, postanowiłem każdy wykonany przez nas detal tego typu mierzyć we własnym zakresie, przed montażem, w celu uniknięcia takich sytuacji.
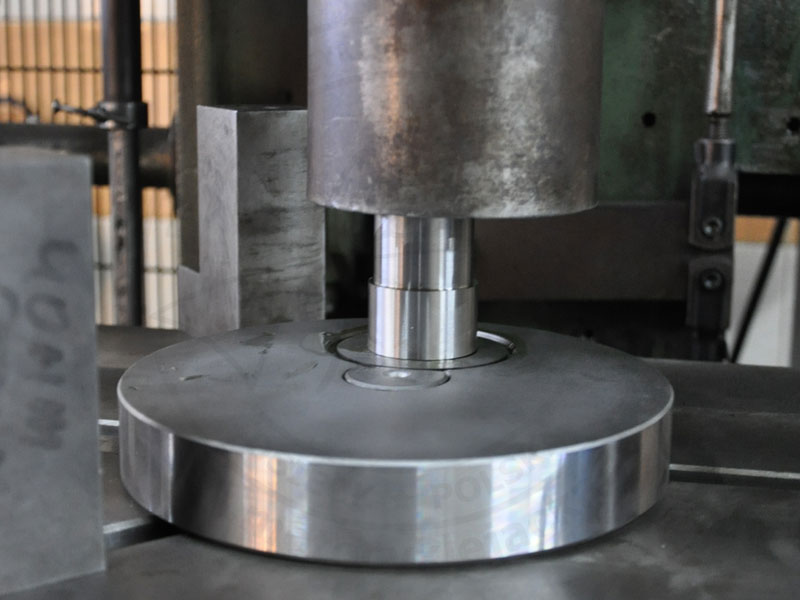
Wały rozbieramy i składamy na prasie MILS, z ręcznym wysuwaniem tłoczyska przy pełnym nacisku. Oznacza to iż, owa prasa wykona np. ruch tłoka 0,1mm z pełnym naciskiem 30 ton. Powraca ona również do tego samego punktu zadanego na listwie nastawczej. Przy pomocy tej prasy możemy precyzyjnie demontować oraz składać tego typu oraz inne złożenia wciskowe.

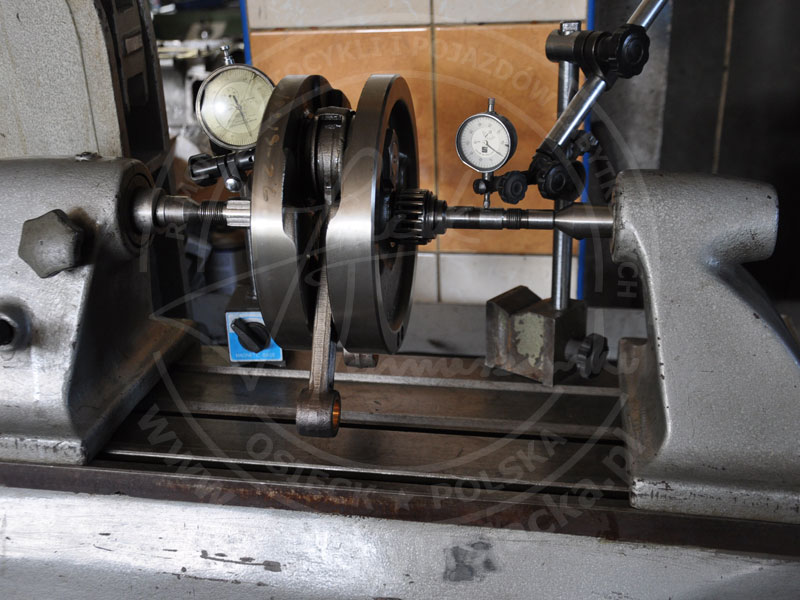
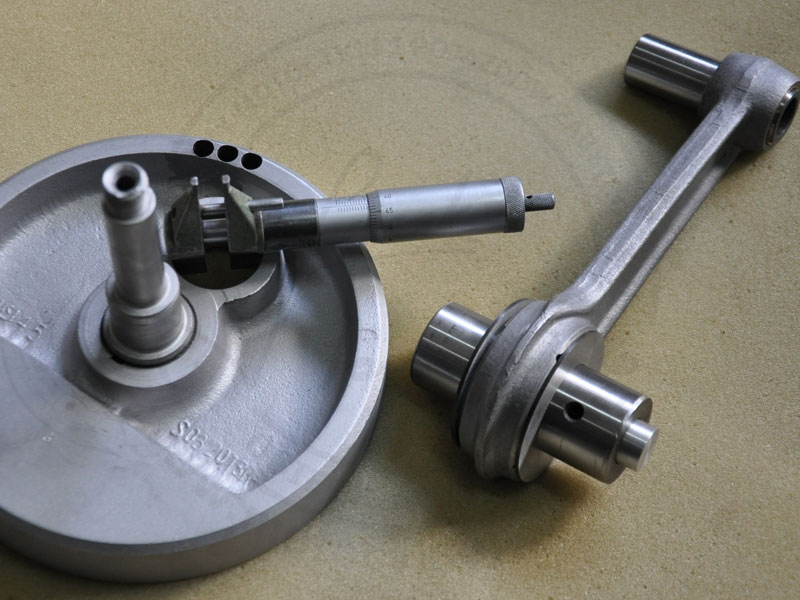
Wał po złożeniu jest centrowany, i sprawdzany.

Z wieloma klientami, współpracujemy wysyłkowo. Chcę zaznaczyć iż wał korbowy, w brew pozorom to bardzo dokładnie wykonany podzespół, wymagający sporego nakładu pracy w jego regenerację, a zwłaszcza w jego wycentrowanie, które może łatwo ulegnąć uszkodzeniu poprzez nieumiejętny montaż lub np. wysyłanie wału nieodpowiednio zabezpieczonego w transporcie.




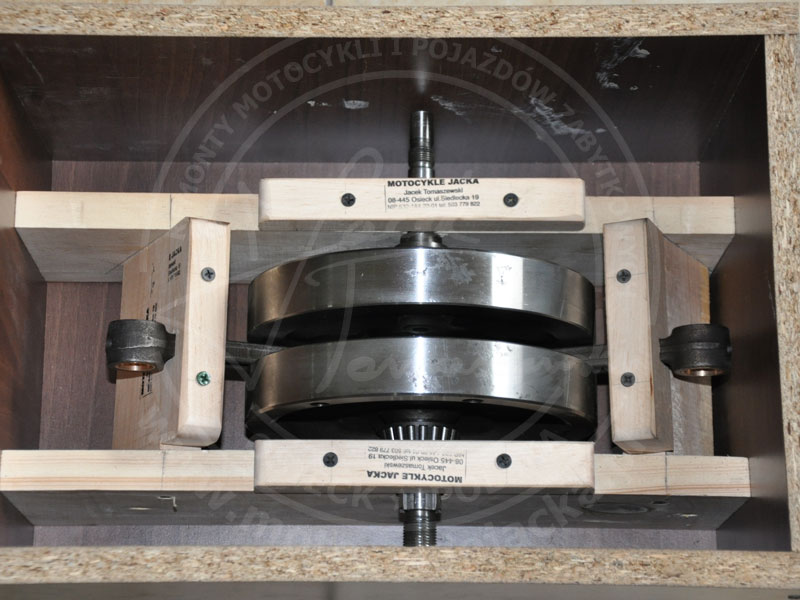
W celu uniknięcia sytuacji tego typu preferujemy odbiór osobisty wału, lub wysyłkę w odpowiednio przygotowanym opakowaniu ochronnym, które to za kaucją jest przez nas wypożyczane. W momencie odesłania drewnianej skrzynki transportowej kaucja jest zwracana klientowi niezwłocznie w sposób wcześniej ustalony.
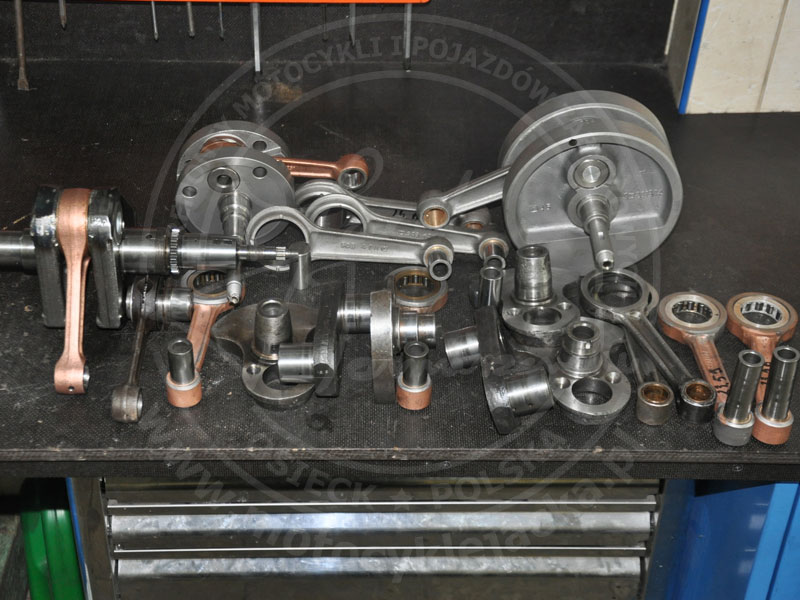
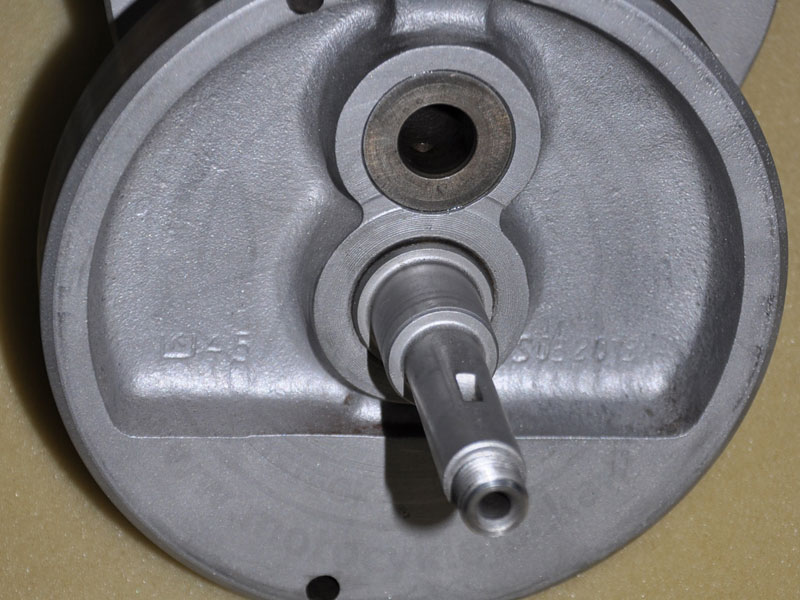
W przypadku uszkodzonych czopów bocznych wału korbowego, dorabiamy nowe czopy z gwarancją twardości. Każdy czop po obróbce cieplnej jest poddawany pomiarom, weryfikującym prawidłowe przeprowadzenie procesów cieplno chemicznych.






Wykonujemy również regenerację wałów w układzie V - HD i inne tego typu.






Zdjęcia niektórych naszych prac :
















| | Szlif cylindra | | Regeneracja głowic | | Anodowanie tłoków | |||
| | Części motocyklowe | | Układy wydechowe | | Instalacje elektryczne | |||
| | Polerowanie | | Szkiełkowanie | | Chromowanie | |||
| | Motocykle polskie | | Motocykle czechosłowackie | | Motocykle radzieckie |