


Regeneracja głowic |
Regeneracja wałów |
Szlif cylindrów |
Anodowanie tłoków |
KOŁA ZĘBATE |
ELEKTRYKA
Skrzynia biegów, jej poszczególne podzespoły wykonane są bardzo solidnie i trzeba ekstremalnych wręcz przeciążeń aby ją uszkodzić. Jednak posiada kilka dość poważnych wad konstrukcyjnych. Jedna z nich jest samo rozwiązanie uszczelnienia w okrągłym dekielku skrzyni biegów wałka kopnika, co w efekcie jest największą przyczyna wycieku oleju ze skrzyni biegów. Uszczelnienie wałka oryngiem jest bardzo krótkotrwałe i zmniejsza również wytrzymałość tulejki, w której obsadzony jest wałek . Totez wymyśliłem zupełnie inne rozwiązanie tego problemu. Jednak jest ono możliwe jedynie przy wręcz idealnie poosiowej skrzyni biegów wraz z zachowaniem odpowiednich parametrów otworów tulejek, czyli zachowaniu wszystkich otworów w tej samej osi symetrii.
Fabrycznie silnik Junaka po odlaniu był obrabiany mechanicznie, a dokładnie wyglądało to tak...
Wszystkie elementy współtworzące silnik, kartery i dekiel okrągły skrzyni były skręcane ze sobą, a następnie numerowano wszystkie elementy, aby uniknąć zamiany w czasie montażu.


Tak wiec poskręcane ze sobą odlewy, ponumerowane, ustalone kołkami stalowymi, były obrabiane na maszynach do obróbki skrawaniem. Mówiąc najprościej, nawiercane były otwory i z jednego ustawienia z zachowaniem osi symetrii względem siebie, były roztaczane na konkretne wymiary. Część otworów, a dokładniej te w panewkach ( tulejkach z brązu ) były rozwiercane ręcznym rozwiertakiem. Niestety nie zawsze było to idealnym rozwiązaniem i nie zawsze równolegle do wałka głównego lub wałka wodzików, co w efekcie objawiało się np: wyłamywaniem wodzika w czasie eksploatacji, pękaniem poszczególnych elementów, utrudnionym przełączaniem biegów w trakcie jazdy lub na postoju np. na luz. Wszystkie trzy wałki skrzyni biegów w Junaku muszą być względem siebie równoległe i muszą być w odpowiednich odległościach tak aby luz nazębny pomiędzy kołami był właściwy.
Jednak z upływem lat tulejki w otworach wyrabiały się i za ich naprawy brali się przeróżni fachowcy, którzy zarówno z różnym stanem wiedzy jak i zapleczem warsztatowym owe naprawy przeprowadzali, nierzadko czyniąc jeszcze większe szkody bądź totalne rozkompletowanie ponumerowanych fabrycznie elementów silnika.

Wychodząc na przykład z założenia, że dekiel z innego silnika ma daną tulejkę w lepszym stanie, więc można go przełożyć w całości, lub z innych mniej zrozumiałych powodów. Obijanie punktakiem odlewów aby tulejki nie wypadały, podkładanie blaszek wycinanych z puszek po piwie. Takich silników oraz metod jest bardzo dużo i niestety sama wymiana tulejek nie jest w stanie umożliwić prawidłowej pracy skrzyni biegów oraz zapewnić jej szczelności. Często otwory są zniszczone do tego stopnia, iż prawidłowe zamontowanie tulejki jest niemożliwe. Tulejki zrobione z brązu, nawet najbardziej przystosowanego do ciężkich warunków pracy oraz słabego smarowania, z odpowiednią tolerancją wcisku oraz pasowania z wałkiem po skręceniu dekli powodują ich zakleszczanie. Chcąc zniwelować ten efekt, fachowiec rozluźnia tulejki do tego stopnia, aż wałki przestana się zakleszczać po skręceniu wszystkich dekli. Jednak wtedy pasowania są bardzo duże i nic praktycznie nie trzyma wymiarów, nie wspominając już o szczelności.
Długo walczyłem z tym tematem, jeździłem po fachowcach w warszawie i jej okolicach wysyłałem w kraj do tych do których nie mogłem dojechać, jednak efekt końcowy był podobny w większości przypadków. Na ogół robiono tulejki i wciskano je w różnej jakości otwory odlewów. W lepszych wersjach, szlifowano wałki i uszczelniano oryngami jednak z duża tolerancją pasowania, co i tak nadawało się na śmietnik.
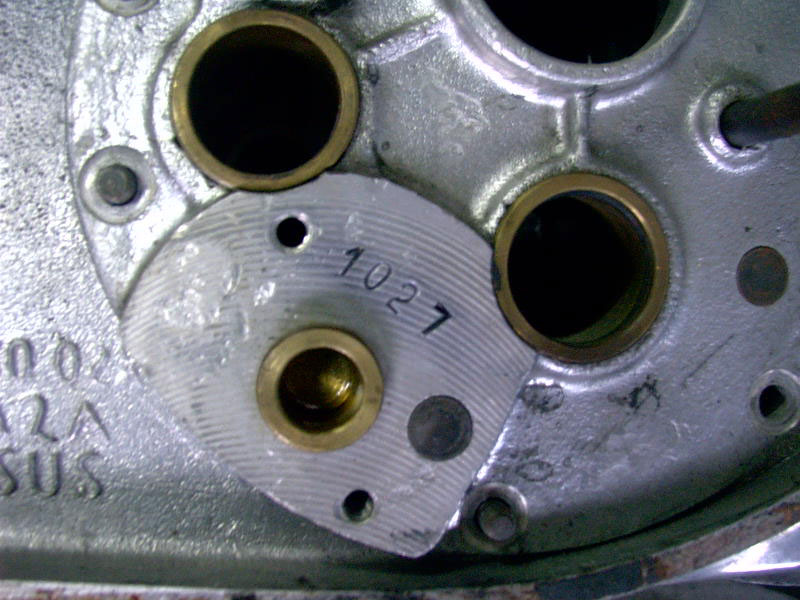
Wiec wziąłem sprawę w swoje ręce i zacząłem walczyć z tematem. Mając na wyposażeniu warsztatu tokarkę narzędziową, wytaczarkę, frezarkę z mikrometrycznym stołem, rozpocząłem prace nad silnikiem i problematyczną skrzynią biegów. Wiedziałem już, że samo dorobienie tulejek nic nie da. Wiec postanowiłem wyosiować otwory w silniku tylko jak??? Po dłuższych próbach i analizach dotychczasowych metod, dorobiłem osprzęt do zamocowania silnika oraz wytaczadła, którymi można obrobić otwory skrzyni biegów, silnika Junaka. Rozpocząłem próby, idąc tropem procesu obróbki silnika w fabryce. Powybijałem wszystkie tulejki, poskręcałem dekle ze sobą, zakołkowałem elementy tak aby uniknąć przesunięć i ustawiłem wytaczadło względem pierwszego otworu w prawym karterze, przy wałku zdawczym. Następnie z jednego ustawienia roztoczyłem kolejne otwory.


Wytoczyłem tulejki i co się okazało? Przy ich wciskaniu ścianki tulejki zapadają się do wewnątrz występują minimalne skoszenia. Postanowiłem dorobić je ponownie z otworami wewnętrznymi w plusie np. 1mm. Po wprasowaniu roztoczyłem otwory w tulejkach w ten sam sposób co otwory w odlewach Po wykonaniu wszystkiego z tolerancja pasowania 0,06 - 0,07 mm i skręceniu z wałkami, okazało się że luzu poprzecznego, wyczuwalnego ręką nie mają, a obracają się z łatwością nawet nie kombinerkami a dwoma palcami pokręcając. Wciąż jednak, pojawiał się problem uszczelnienia wałka kopnika, oraz wałka wodzików.. Jak to zrobić skutecznie i trwale?
Po dokładnej weryfikacji konstrukcji podzespołów, stoczyłem nadlew mocujący tulejkę kopniaka i wystawiłem 3mm wyżej tulejkę. Następnie z odpowiednim wciskiem dorobiłem tulejkę z aluminium, którą nabiłem na wystający kołnierz i obsadziłem w niej odpowiedni simmering. Co zapewniło naprawdę szczelnym ten wałek

Z wałkiem wodzików było znacznie prościej, wystarczyło dobranie uszczelniacza i obsadzenie go nad obniżona tulejka.

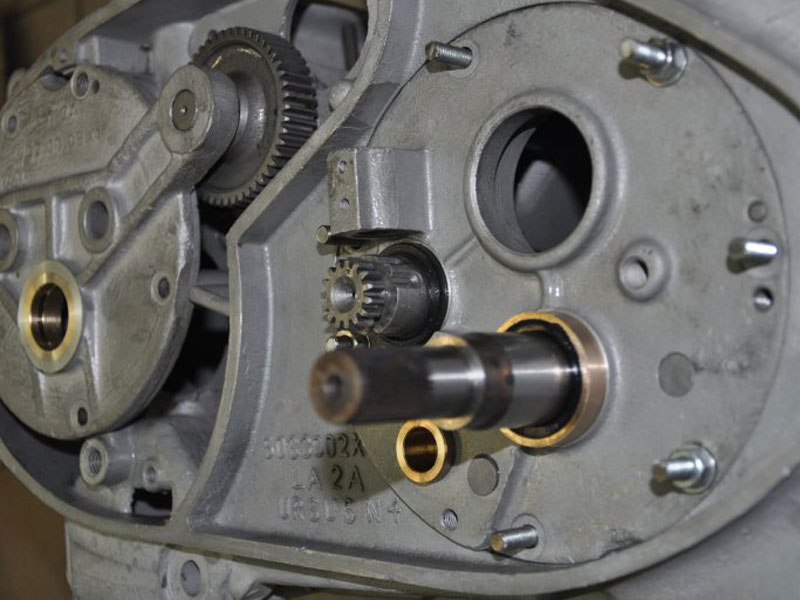

Oczywiście ta ingerencja w konstrukcję silnika odbijała się na kolejnych podzespołach. Uszczelniacz wraz z tulejką obsadową, uniemożliwiał montaż podstawy automatu zmiany biegów. Jednak po podszlifowaniu podstawy automatu wszystko zdało egzamin na pięć. Pozostała nam do uszczelnienia jeszcze jedna strona skrzyni biegów.
Opowiadają ludzie opowieści, że junak cieknie z odmy i musi wyciekać, jednak to tez jest nieprawdą. Bo z odmy wycieków nie ma, są bardzo minimalne, chcąc przybliżyć rząd ich rozmiarów to mniej więcej na 100km ok. kilka kropel. Co nie będzie absolutnie widoczne w postaci wycieków. To jest w wersji M-10, a zadając w efekcie końcowym fałsz tej teorii jest rozwiązanie silnika przejściówki. Gdzie odma jest skierowana w lewym deklu, a wycieki przy zębatce występują. Zapewne padnie stwierdzenie - cieknie z broków, może też? Stamtąd jednak przy prawidłowym złożeniu nie powinno. A przy wytoczeniu tulejek z dnem, eliminujemy całkowicie ten temat.

Więc skąd? I tu powodem jest wada fabryczna. Olej wyciekający jest olejem z komory sprzęgła. Przez uszczelniacz pod koszem sprzęgła, którego wewnętrznym uszczelnieniem jest bieżnia stanowiąca całość z nakrętka zębatki, nakręcana na wałek zdawczy. Owa nakrętka ma nacięty krzywo gwint i bije w czasie obrotu. Jednym z powodów tego zjawiska mogło być wytaczanie nakrętki, a następnie z innego ustawienia gwintowane. Dokładnie nie wiem, jednak nie zmienia to faktu, że na dziesięć nakrętek fabrycznych, dziewięć ma bicie, a pięć bicie rzędu 1mm. I tu sposób był tylko jeden, albo dorobić taka nakrętkę, albo przetoczyć oryginalną tak aby zniwelować niedokładność. I Przyjąłem drugie rozwiązanie skręcając wszystkie elementy wałka zdawczego to jest wałek z łożyskiem, pierścieniem, zębatką, i nakrętka zaznaczając sobie ustawienie przetoczyłem nakrętkę i uszczelniłem zymeryngiem o podtoczenie mniejszym. Co zapewniło mi szczelność w tym podzespole silnika. Szczelność która po przebiegu blisko dwunastu tysięcy kilometrów była wciąż szczelnością a nie wypocinami resztek oleju.

Po przetestowaniu kilku silników, owe rozwiązania sprawdziły się w 90%, zaobserwowałem następujące rzeczy.
Może i wielu zarzuci mojej teorii niesłuszność, może mają lepsze sposoby, opowiadając o potrójnych rozwiertakach lub innych sposobach, które mają niestety zastosowanie tylko wówczas gdy silnik jest wyosiowany, a otwory w odlewie w których obsadza się tulejki nie mają rozbitych ścianek, lub krawędzi nie obrobionych na półokrąg. W przypadkach, gdy ktoś nie pozamieniał dekli lub nie kasował luzów blaszkami z puszek po piwie. Może w tych przypadkach tak, ale robiąc silniki Junaka w liczbie kilkudziesięciu nie spotkałem takiego, który by można było podpiąć pod te parametry. Co w efekcie było następstwem całych tych operacji i zakupu maszyn, opisanych wyżej. Tak wiec pozdrawiam i zapraszam do rozmowy w tym temacie.

| | Szlif cylindra | | Regeneracja głowic | | Anodowanie tłoków | |||
| | Części motocyklowe | | Układy wydechowe | | Instalacje elektryczne | |||
| | Polerowanie | | Szkiełkowanie | | Chromowanie | |||
| | Motocykle polskie | | Motocykle czechosłowackie | | Motocykle radzieckie |