Regeneracja głowicy Junaka
Regeneracja głowicy motocykla Junak jest dość skomplikowanym procesem. Wynika to przede wszystkim z tego, iż głowica nie posiada płaszczyzn równoległych do osi gniazd zaworowych, których można by było użyć jako bazowych podczas wykonywanych prac.
W związku z powyższym problemem, wiele firm nie podejmuje się przeprowadzenia kompleksowej naprawy głowicy lub wybiera łatwiejszą drogę decydując się na przeprowadzenie tylko części operacji. W tym dziale strony chciałbym się podzielić moimi doświadczeniami związanymi z naprawą głowicy motocykla Junak. Głowice mające za sobą wiele lat eksploatacji i szereg remontów wykonanych bardzo często w prymitywnych warunkach charakteryzują się występowaniem bardzo wielu uszkodzeń wymagających do naprawy dużej wiedzy i odpowiednich narzędzi. Głowica która do nas trafia jest przed przystąpieniem do dalszych czynności rozmontowywana na części składowe i poddawana gruntownemu procesowi czyszczenia przy użyciu metody strumieniowo ściernej zwanej też szkiełkowaniem. Ten sposób czyszczenia pozwala na usuniecie wszelkich zabrudzeń nagaru itd., odsłaniając wszystkie ubytki materiału, niedoskonałości i pęknięcia kwalifikujące głowice do dalszej naprawy.


W kilkudziesięcioletnich głowicach zazwyczaj przeprowadzano naprawy polegające na wymianie prowadnic i ponownym frezowaniu starych gniazd zaworowych. Konsekwencją takiej naprawy jest jednak dodatkowe opuszczenie gniazda zaworowego, ponad to które wynika z normalnego zużycia mającego miejsce podczas normalnej eksploatacji silnika. Obniżenie gniazda zaworowego powoduje z kolei zwiększenie pojemności komory sprężania a tym samym spadek stopnia sprężania silnika, przez co silnik przestaje pracować prawidłowo.
Budowa głowicy motocykla Junak charakteryzuje się tym, że dostęp do gniazd zaworowych jest utrudniony. W związku z tym głowice są bardzo często regenerowane niepoprawnie poprzez wymontowanie starego gniazda i montaż nowego w jedynie prowizorycznie oczyszczonym otworze. Jest to zdecydowanie niepoprawna forma naprawy. W komorze spalania silnika panują niekorzystne warunki prowadzące do tego, że odlew aluminiowy szczególnie w obrębie występowania otworów ulega deformacji. Teoretycznie sam zawór nie uderza z wielką siłą w przylgnie gniazda a osiada płynnie wraz z zmiennym położeniem krzywki koła rozrządu. Przy wyższych prędkościach obrotowych w związku z sporą masą samych zaworów i występowaniem dużych sił bezwładności związanych z duża prędkością obrotowa dochodzi do twz. pływania zaworów. Szereg niekorzystnych z punktu widzenia sprawności działania głowicy, z których tylko część opisałem powyżej prowadzi do tego, że w efekcie końcowym bardzo często zawory są zapadnięte w gniazdo o 5-6 mm. Przystępując do naprawy głowicy, po usunięciu zużytego gniazda, przed montażem nowego dokonujemy obróbki otworu osadzenia, mającej na celu uzyskanie okrągłego otworu, pozwalającego na montaż nowego gniazda z odpowiednim pasowaniem, dającym pewność dalszej prawidłowej eksploatacji. Poniżej znajdują się zdjęcia otworów gniazd zaworowych po przeprowadzonej obróbce.


Oryginalne gniazda zaworowe głowicy motocykla Junak wykonywane były z brązu BA 10 54. Materiał ten był powszechnie stosowany do produkcji gniazd zaworowych w tamtym okresie w większości produkowanych pojazdów. Z czasem z użycia wyszły niskooktanowe paliwa ołowiowe, pojawiły się paliwa wysokooktanowe, charakteryzujące się innymi właściwościami spalania. Wymusiło to też zmiany odnośnie materiałów stosowanych do wykonania gniazd zaworowych oraz prowadnic.
Brązy zostały zastąpione odpowiednimi żeliwami, przeznaczonymi do tego typu zastosowań. Mając na uwadze to, że większość użytkowników motocykli w tym posiadacze Junaków chcą podróżować sprawnie bez żadnych ograniczeń wynikających z konstrukcji głowicy, w naprawianych przez nas głowicach stosujemy współcześnie używane do produkcji tych elementów materiały. Nie wpływają one na konstrukcję głowicy i całego silnika, zapewniają jednak długotrwała bezawaryjną eksploatację tego podzespołu. Niezaprzeczalnym faktem jest to, że żywotność głowicy do której napraw użyto współcześnie stosowane materiały, jest zdecydowanie większa niż głowic naprawianych na brązie. Dodatkowym czynnikiem przemawiającym za stosowaniem nowych materiałów jest możliwość eksploatacji silnika na paliwach ogólnie dostępnych na stacjach benzynowych bez konieczności stosowania dodatków ołowiowych. Poniżej zamieszczone zdjęcia przedstawiają zamontowane gniazda i prowadnice zaworowe wykonane z żeliwa.


Dla ortodoksyjnych fanów oryginału, mamy również ofertę regeneracji głowicy opartą na wykorzystaniu brązu BA 10 54
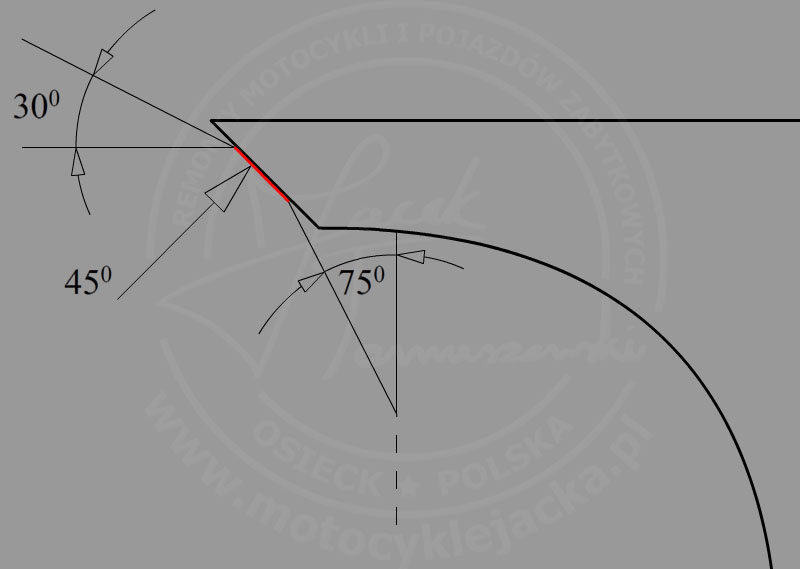
Wstawione gniazda frezujemy według obecnej technologii w trzech kątach tak jak przedstawia to poniższy rysunek.
Wiele z głowic, które do nas trafiają ma uszkodzony gwint świecy zapłonowej. Większość znich ma za sobą już naprawę gwintu świecy, wykonaną przy zastosowaniu różnego rodzaju redukcji i przejściówek umożliwiających wkręcenie świecy zapłonowej. Praktyka pokazuje, że tego typu rozwiązania są tymczasowe i większość z nich ulega uszkodzeniu, bądź rozszczelnieniu. Aby rozwiązać powyżej opisany problem, opracowaliśmy metodę naprawy tego typu uszkodzeń poprzez zaspawanie uszkodzonego otworu metodą TIG AC DC, ponowne nawiercenie otworu oraz nacięcie gwintu świecy. Po wykonaniu tej operacji, frezujemy spawy i pozostawiamy wysokość gwintu tak aby elektrody świecy wystawały odpowiednio w komorze spalania. Na życzenie klienta możemy również wykonać dłuższy gwint, bądź gwint o zupełnie innym wymiarze pod świece produkowane współcześnie.
Tłok w Junaku osiągając GMP wysuwa się poza obręb cylindra ok. 5mm.
Producent przewidywał 4 wymiary naprawcze tłoków, z których maksymalny miał wymiar 76.00. Obecnie produkowane tłoki przeznaczone do naprawy silnika Junaka pozwalają na wykonanie 8 szlifów. W związku z tym że należy uniknąć kolizji tłoka z głowicą, w części przypadków konieczne jest poszerzenie fabrycznego podtoczenia głowicy. Wyniki tej operacji można zaobserwować na poniżej zamieszczonych zdjęciach.
W części głowic jakie do nas trafiają, obserwujemy uszkodzenia bądź deformację samej przylgni głowicy z cylindrem. Przyczyny takiego stanu rzeczy należy się dopatrywać w niepoprawnym montażu, bądź niewłaściwej eksploatacji silnika. Uszkodzenia takie eliminujemy planując powierzchnie głowicy. Efekty tej obróbki przedstawiają poniżej zamieszczone zdjęcia.
Kolejnym problemem jaki bardzo często zauważamy w głowicach, jakie otrzymujemy w celu przeprowadzenia renowacji są uszkodzenia elementów montażowych magistrali olejowej. Objawy takiego stanu rzeczy, to mniejsze lub większe wycieki oleju jakie sie pojawiają po uruchomieniu silnika. Jeżeli głowica wymaga naprawy tego elementu, poprawiamy rozkalibrowany otwór w głowicy i osadzamy w nim dorobiony z odpowiednim nad wymiarem element naprawczy.


W większości przypadków, tak naprawiona głowica powinna przy prawidłowym montażu pracować bez awaryjnie i być szczelna. Bardzo wielu mechaników i użytkowników podczas napraw głowicy zapomina jednak o skontrolowaniu i przeprowadzeniu ewentualnej naprawy uszczelnienia dźwigni odprężnika. Prowadzi to do pojawiania się w teoretycznie idealnie wyremontowanej głowicy wycieków oleju, zwanych też potocznie poceniem się. Często sama wymiana oringu, okazuje się rozwiązaniem niewystarczającym lub krótkotrwałym. W celu przywrócenia szczelności przeprowadzamy następujące operacje. Wytaczamy otwór w dekielku zaworowym, a następnie wstawiamy na wcisk odpowiednią tuleję z brązu B 101, natomiast dźwigienkę odprężnika w miejscu zużytej powierzchni roboczej szlifujemy do wyrównania a następnie wytaczamy tulejkę na odpowiedni wymiar tak iż pasuje ona właściwie. Dopiero taki zakres czynności po montażu z zastosowaniem oringu zapewnia prawidłową szczelność i właściwe działanie odprężnika.
Kolejny czynnik mający niebagatelne znaczenie jeśli chodzi o pracę głowicy to sprężyny zaworowe, a konkretnie siła sprężystości sprężyny. Właściwa wartość tego parametru dla sprężyn zaworowych stosowanych w głowicy silnika Junak to 65-70 kg. W przypadku gdy sprężyna ma inne parametry nie należy jej stosować, lecz zastąpić innymi o właściwych wartościach .
Tak zregenerowana głowica, aby mogła pracować poprawnie wymaga już jedynie poprawnego montażu, co w większości przypadków jest czynnością stosunkowo łatwą. Należy jednak pamiętać, że silniki Junaków nie należą do najdokładniej wykonanych już na etapie ich powstawania w fabryce. Dodatkowe naprawy i modyfikacje jakim zostają poddane na przestrzeni lat zarówno silniki jak i podzespoły sprawiają, że zalecane jest podejście z ograniczoną dozą zaufania podczas montażu i przeprowadzenie wstępnego montażu z użyciem plasteliny. Pozwoli nam to uniknąć niemiłych niespodzianek wynikających np. z kolizji w komorze spalania.
Mam nadzieję iż moje uwagi oraz spostrzeżenia ułatwią Państwu odbudowę waszego motocykla. Poniżej znajdują się zdjęcia przedstawiające niektóre z naszych prac.
Pozdrawiam